
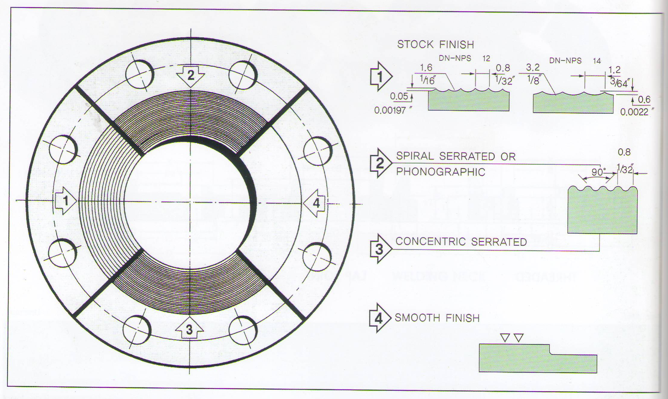
LAGER AVSLUTNING:
Den mest använda av alla packningsfinish, eftersom praktiskt taget är lämplig för alla vanliga servicetillstånd. Detta är ett kontinuerligt spiralspår.
Flänsar storlekar 12″ (304,8 mm) och mindre tillverkas med ett 1/16″ rundnosverktyg med en matning på 1/32″ per varv.
För storlekar 14 tum (355,6 mm) och större. finishen är gjord med 1/8" rundnosverktyg med en matning på 3/64" per varv.
SPIRALTANDIG ELLER FONOGRAFISK:
Denna finish produceras med hjälp av ett 90° rundnosverktyg.
KONCENTRIST TANDIG:
Denna finish produceras med hjälp av ett 90° rundnosverktyg.
SMIDIG AVSLUTNING:
Det skärverktyg som används ska ha en radie på ungefär 0,06 tum.
Den resulterande ytfinishen ska ha en 125μ tum till 250μ tum (ANSI B16.5 para 6.4;4.1)
1.HÖJT ANSIKTE. OCH STOR MAN OCH KVINNA
Antingen en tandad-koncentrisk eller tandad spiralfinish med från 34 till 64 spår per tum används.
Det använda skärverktyget har en radie på ungefär 0,06 tum.
Den resulterande ytfinishen ska ha en ungefärlig grovhet på 125 μ tum (3,2 μm) till 500 μ tum (12,5 μm)
2. TUNGA OCH FÅR, OCH LITEN HANE OCH KVINNA
Packningskontaktytan överstiger inte 125 μ tum (3,2 μm) grovhet
3.RINGLED
Den inre väggytan på packningsspåret överstiger inte 63 μ in. (1,6 μm) grovhet.
4. BLIND
Blindflänsar behöver inte vara sidor i mitten om dess diameter är minst 1 tum när denna mittdel är upphöjd.
mindre än innerdiametern på beslag av motsvarande tryckklass.
När mittdelen är nedtryckt är dess diameter inte större än innerdiametern för motsvarande tryckklasskopplingar.
Bearbetning av det nedsänkta centrumet krävs inte.
Posttid: 2021-02-02